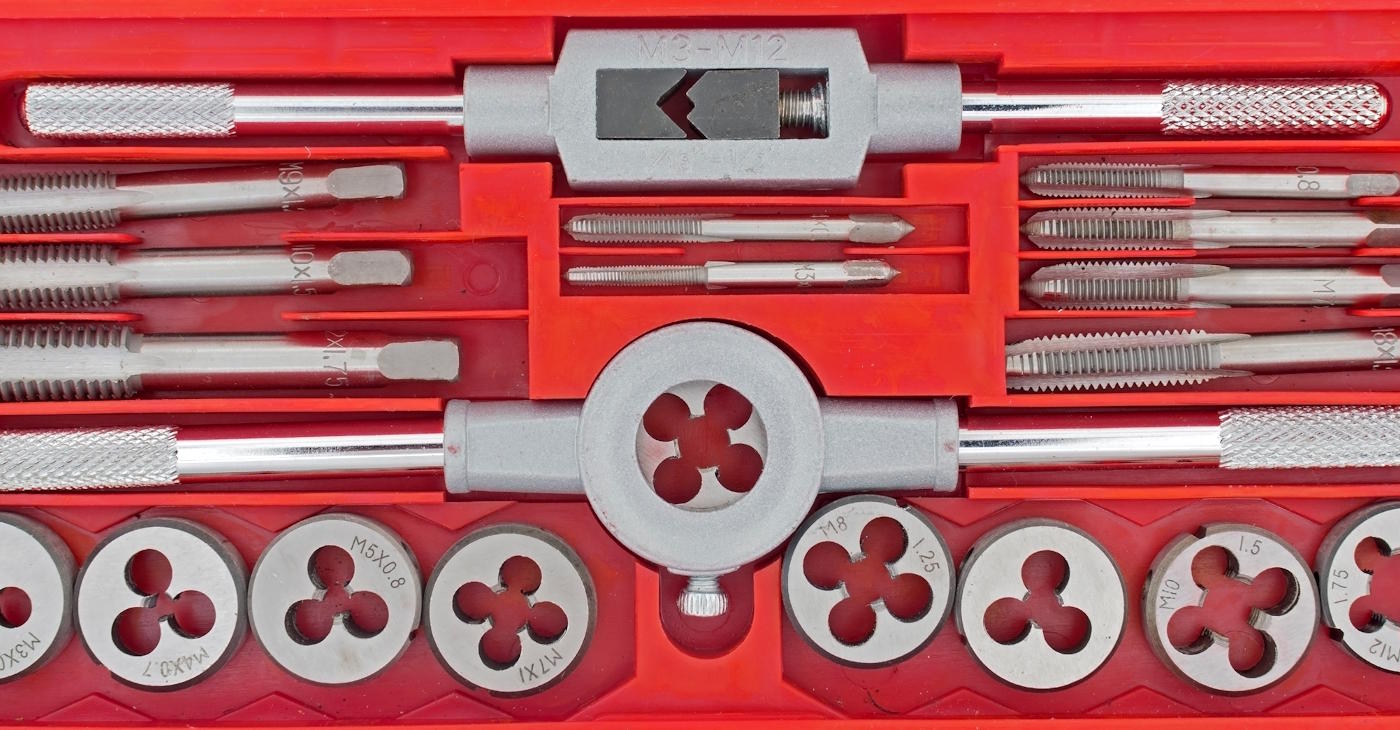
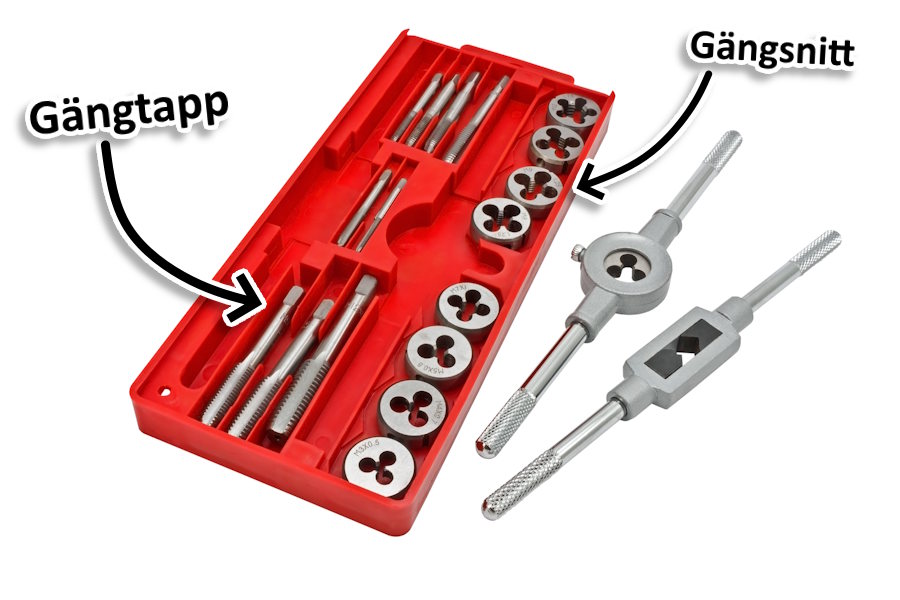
Både gängtappar och gängsnitt platsar inom kategorin skärverktyg, eller bättre uttryckt gängverktyg i detta fall. I det stora hela så används en gängtapp för att skapa invändiga gängor i ett borrat hål, medan ett gängsnitt å andra sidan används för att skapa utvändiga gängor på en stång eller tapp. Med andra ord, de gängor som skapas av en gängtapp, där kan man skruva i en bult eller skruv, och de gängor som görs med ett gängsnitt, de används av en mutter. Verktygen arbetar alltså på varsin sida av samma mynt skulle man kunna säga, och kompletterar således varandra i praktiskt taget all mekanisk tillverkning – från finmekanik till tung industri.
Vi tar en bredare koll på gängtappar
En gängtapp syftar som sagt på ett skärande – eller ibland formande – precisionsverktyg som används för att skapa invändiga gängor. Verktyget förs in i ett förborrat hål (gängtappen kan alltså inte skapa hålet i sig) och skär successivt fram en spiralformad profil som gör det möjligt för en skruv eller bult att användas där.
Detta skärverktyg är faktiskt mer avancerat än det först kan verka. Den är utformad med flera skäreggar, avlastningszoner och spånkanaler som styr hur materialet avverkas och transporteras bort. Geometrin i sin tur är optimerad för att balansera skärkrafter, värmeutveckling och precision. I praktiken innebär detta att en gängtapp av rätt specifikationer inte bara skär till en alldaglig gänga – den gör det med hög noggrannhet och repeterbarhet.
I manuellt arbete används ofta en uppsättning tappar i flera steg. Först används en förtapp som påbörjar gängan, därefter en mellantapp som fördjupar den, och slutligen en bottentapp som skär färdigt profilen. I industriella applikationer används däremot maskingängtappar som klarar hela processen i ett moment, vilket sparar tid och minskar risken för fel.
Det finns även så kallade formtappar, som inte skär bort material utan istället pressar och formar gängan. Denna metod ger ofta starkare gängor och en mycket fin ytstruktur, men kräver material som kan deformeras plastiskt, exempelvis aluminium eller vissa stål.
Gängsnitt å andra sidan…
Ett gängsnitt motsatsen till tapparna, dvs. det är verktyget för att skapa utvändiga gängor, alltså den del av ett skruvförband som motsvarar bulten. Det monteras vanligtvis i en hållare och förs över en cylindrisk stång där det skär fram gängprofilen runt materialets utsida.
Till skillnad från gängtappen, som arbetar inne i ett hål, arbetar gängsnittet på materialets yta. Det innebär att skärkrafterna fördelas annorlunda och att verktyget ofta används med en viss försiktighet, särskilt vid manuell bearbetning.
Gängsnittets konstruktion är relativt enkel men effektiv. Det har skärande segment som successivt formar gängan, och i vissa fall är det delbart för att möjliggöra finjustering av dimensionen. Detta är särskilt användbart när man vill uppnå specifika toleranser eller när man arbetar med material som varierar i egenskaper.
Även om gängsnitt ofta förknippas med handverktyg, används principen även i mer avancerade processer. I industrin kan utvändiga gängor istället skapas genom svarvning eller fräsning, men gängsnittet lever kvar som ett robust och flexibelt alternativ, särskilt vid mindre serier och reparationsarbete förstås.
För att skapa en gänga i metall, så krävs hårt stål!
Materialvalet för gängtappar och gängsnitt är såklart direkt avgörande för både prestanda och livslängd. Här pratar vi ingen aluminium, om man säger så, skämt åsido. Det vanligaste materialet är snabbstål (HSS), som kombinerar god slitstyrka med tillräcklig seghet för att motstå brott.
För mer krävande tillämpningar används koboltlegerade varianter, ofta kallade HSS-E, som tål högre temperaturer och bibehåller skärpan längre. Ännu mer avancerade verktyg tillverkas i pulvermetallurgiska stål, där mikrostrukturen är finare och mer homogen, vilket ger bättre hållfasthet och slitstyrka.
I vissa industriella applikationer används även hårdmetall, särskilt när man arbetar med höga skärhastigheter eller mycket abrasiva material, dvs. mer motsträviga. Dessa verktyg är dock mer spröda och kräver stabila maskiner och kontrollerade förhållanden.
Utöver grundmaterialet är beläggningar en viktig faktor. Vanliga beläggningar som TiN (titannitrid, guldgul färg) och TiAlN (titanaluminiumnitrid, mörkgrå eller svart färg) minskar friktionen, förbättrar värmebeständigheten och förlänger verktygets livslängd. För dig som faktiskt använder verktygen, så innebär detta inte bara längre hållbarhet, utan även ökad stabilitet i processen, samt ett bättre slutresultat.

Gängtapp och gängsnitt i action – här används de
Gängverktyg återfinns i flera branscher och områden, och dess betydelse kan knappast överskattas om man säger så. Inom industriell produktion är de en självklar del av tillverkningsprocessen, där de används för att skapa gängor i allt från små komponenter till stora maskindelar.
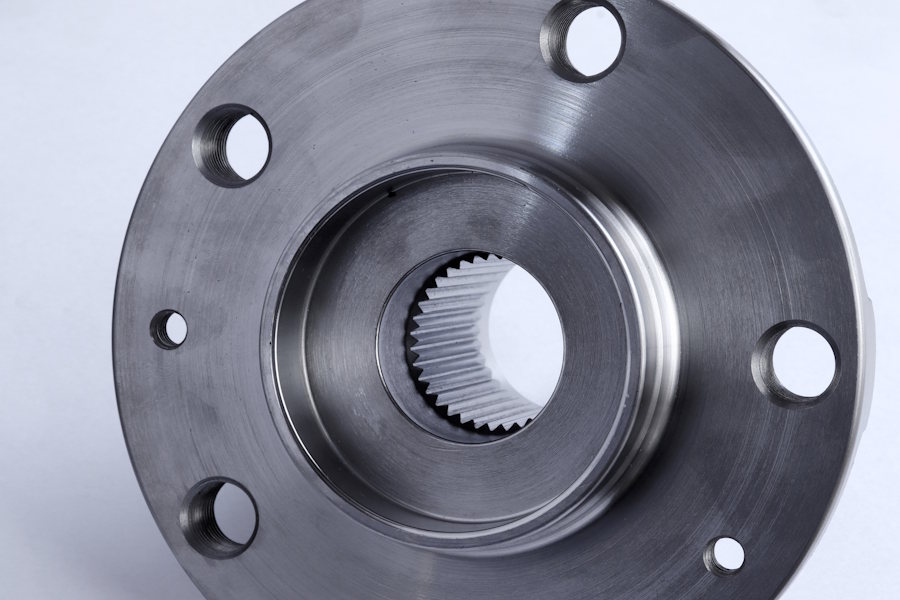
Riktar vi blickarna mot fordonsindustrin och verkstäder, så har man gängtappar och gängsnitt både till nytillverkning och reparation. Hjulbultar, motorblock, bromssystem och fästelement är bara några exempel där rätt slags gängning är viktig för funktion och säkerhet.
Inom byggnation och montage förekommer de främst i metallkonstruktioner och infästningar, eftersom trä av uppenbara skäl inte behöver gängas, då skruven eller bulten gör detta per automatik. 😉
Med fokus på tekniska projekt och prototyptillverkning, så används dessa skärverktyg för att snabbt skapa och anpassa komponenter, då ofta för hand.
Som du redan har förstått, så förekommer dessa skärande verktyg nästan överallt där det finns en gänga, oavsett om den är utvändig eller invändig.
Även inom underhåll och service har de en väldigt bred roll att axla. Om (när) en gänga skadas eller slits, så är det ofta dessa verktyg som kommer till undsättning för att återställa funktionen, vilket gör dem till ett viktigt tillskott i verktygsväskan och dess praktiska arbete. Mer om detta nedanför.
Även för reparation av dåliga gängor!
Såväl gängtappar som gängsnitt finns där för dig när saker och ting går åt helskotta, ursäkta vår franska. Med andra ord för att reparera gängor! Dock beror resultatet på skadans omfattning givetvis. Mindre skador, som deformation eller smuts, kan ofta åtgärdas genom att man försiktigt kör igenom rätt verktyg och återställer profilen.
Vid större skador räcker detta dock inte alltid. Om material har försvunnit eller gängan är kraftigt deformerad krävs mer avancerade metoder, såsom gänginsatser eller ombearbetning till större dimension, dvs. att man borrar upp hålet och gängar om med en större diameter. Att försöka ”rädda” en kraftigt skadad gänga med ett standardverktyg kan i värsta fall förvärra situationen.
Det är därför viktigt att göra en ordentlig bedömning innan man påbörjar reparationen.
Exempel: M14 invändig gänga – vilken gängtapp ska man ha?
För att skapa en invändig M14-gänga med standard grovgänga används normalt en gängtapp med specifikationen M14 x 2,0. Borrhålet bör vara cirka 12,0 mm, vilket följer den etablerade relationen mellan diameter och stigning.
Denna dimensionering är avgörande för att få rätt balans mellan hållfasthet och skärbarhet. Ett för litet hål ökar belastningen på verktyget och risken för brott, medan ett för stort hål ger en svagare gänga.
Exempel: M14 utvändig gänga – vilket gängsnitt behövs?
Vid tillverkning av en M14-bult används ett gängsnitt med dimensionen M14 x 2,0, om det är sådan stigning som efterfrågas. Utgångsmaterialet är en rundstång med cirka 14 mm diameter, men i praktiken kan man välja en något mindre diameter för att underlätta bearbetningen.
Detta är särskilt relevant vid manuell gängning, där skärkrafterna annars kan bli höga och påverka både resultat och arbetsmiljö.
Som handverktyg eller i maskin?
Gängtappar och gängsnitt finns både för manuell användning och i maskin, och själva principen bakom processen är självklart densamma. Skillnaden ligger i graden av kontroll och effektivitet.
Manuell gängning ger stor flexibilitet och används ofta vid reparationer och mindre arbeten. Här har man direkt känsla för processen och kan anpassa kraft och hastighet efter behov. Perfekt för bilverkstäder, snickare, hantverkare osv.
Maskinell gängning, å andra sidan, möjliggör hög precision och repeterbarhet. Här är parametrar som skärhastighet, matning och kylning & smörjning noggrant kontrollerade, vilket ger ett mer konsekvent resultat och högre produktivitet.
I praktiken kompletterar dessa metoder varandra, snarare än konkurrerar. Det vore liksom väldigt tidsförödande att ge sig på manuell gängning ifall det rör sig om produktion, likaså alltför omfattande att ställa in en maskin för att reparera en gänga på en bil, eller liknande scenarier.

En titt på verktygens hållbarhet
Livslängden på gängverktyg är starkt beroende av hur de faktiskt används. Faktorer som material, smörjning, verktygskvalitet och arbetsmetod påverkar resultatet i väldigt hög grad.
Under rätt förhållanden så kan ett sådant här verktyg tillverka ett stort antal gängor med bibehållen precision. I mer krävande situationer, exempelvis vid bearbetning av rostfritt stål eller vid bristfällig smörjning, kan slitaget öka avsevärt, och verktygen kan rentav gå sönder efter bara en körning i värsta fall.
Det är därför mer relevant att prata om processens stabilitet än om ett exakt antal gängor. Ett välsmort system ger både längre livslängd och bättre kvalitet.
Vad en gängtapp respektive gängsnitt kostar
Prisbilden för gängtappar och gängsnitt kan vara både låg och hög beroende på kvalitet, dimension och användningsområde. Enkla handverktyg kan kosta från cirka 50 kronor per styck, medan mer avancerade alternativ ofta ligger från 150 kronor och uppåt.
Satser med flera dimensioner hamnar vanligtvis i spannet 500 till 1000 kronor, och industriella verktyg med hög prestanda kan vara betydligt dyrare. Skillnaden i priset återspeglar ofta skillnader i material, precision och livslängd, en formel för så mycket annat i vårt samhälle också, när det kommer till olika slags produkter.
Det är därför viktigt att välja verktyg utifrån ens behov snarare än enbart pris. Ett dyrare verktyg kan bli mycket billigare i längden, om det är så att det åtgår fem budgetalternativ för att göra samma arbete som ett mer kvalitativt sådant.
Tips! Kika in på RoTools hemsida för ett brett sortiment av gängverktyg, här finns något för alla, oavsett om du är hantverkare eller kör CNC-maskin eller pelarborr. Tillbehör i mängder finns också på plats i B2B-shopen!
Vi drar åt bulten och summerar
Skillnaden mellan gängtapp och gängsnitt är tydlig men ganska så avgörande om man säger så: gängtappen används för att skapa invändiga gängor, medan gängsnittet används för utvändiga. Tillsammans står de för en stor del av all mekanisk konstruktion och reparation.
Dessa skärverktyg tillverkas i slitstarka material som snabbstål (HSS) och avancerade legeringar, ofta med beläggningar som förbättrar prestandan ytterligare. Du vet, den den färgen som verktyget får, det är beläggningen (coating). Sedermera används verktygen inom en mängd olika branscher, från industri och fordon till bygg och tekniska projekt.
Båda verktygen kan användas för att reparera gängor, men vid större skador krävs mer avancerade metoder.
Ett snabbt exempel: För en M12-gänga används normalt 10 mm förborrning och en M12-gängtapp, medan en M12-bult skapas från cirka 12 mm stång med ett motsvarande gängsnitt.
Sist men inte minst, så kan de såklart användas både manuellt och i maskin, och deras livslängd beror i hög grad på hur de faktiskt används. I slutändan handlar det inte om vilket verktyg som är bäst, utan om vilket som är rätt för uppgiften ifråga – och där spelar både gängtappen och gängsnittet en bred roll.
När använde du en gängtapp eller snitt senast? Fundera på den du! Vi här på redaktionen, behövde ”dessvärre” ta fram verktygssatsen så sent som häromdagen, för att reparera ett bulthål i ett hjulnav!
